About Screw Conveyors
A screw conveyor's main function is to transport bulk materials (powders, granules, solids, semi-solids) horizontally, inclined, or vertically using a rotating helical screw (auger) inside a trough or tube, offering a versatile, enclosed, and often automated method for moving materials in industries like food, mining, and waste management. By spinning, the flights push the material forward, reducing manual handling and allowing for variable feed rates
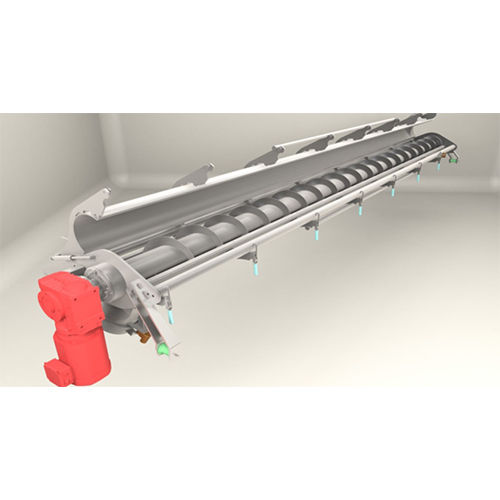
Efficient Material Handling SolutionEngineered for seamless vertical and horizontal transport, this screw conveyor with reciprocating vertical movement optimizes material flow in industrial environments. The use of stainless steel guarantees resilience against wear and corrosion, while the roller construction reduces friction and ensures quiet, low-maintenance operation. Large dimensions make it suitable for high-volume tasks, enhancing productivity across industries.
Precision-Engineered for Industrial StandardsWith a speed of 5 km/hr and robust structural design, the conveyor system meets stringent industrial benchmarks. Its standard size fits seamlessly into existing plant layouts, while the silver finish offers an aesthetic touch and additional surface protection. Exported and supplied globally from India, this product represents reliability and consistent performance for manufacturers.
FAQ's of Screw Conveyors:
Q: How does the reciprocating vertical conveyor function within the screw conveyor system?
A: The reciprocating vertical conveyor utilizes a controlled up-and-down movement to lift and lower materials, seamlessly integrating with the horizontal screw conveyor section. This combination allows for efficient movement of bulk materials both vertically and horizontally within industrial facilities.
Q: What industrial processes can benefit from this screw conveyor with vertical conveyor?
A: This conveyor is ideal for industries requiring continuous material transfer over large distances or significant height differences, such as the cement, chemical, food processing, and aggregate sectors, where the automated process minimizes manual handling and boosts operational efficiency.
Q: When is the optimal time to use a stainless steel screw conveyor system?
A: Stainless steel screw conveyors are best utilized when resistance to corrosion or contamination is crucial, such as in environments handling food, chemicals, or moisture-sensitive materials. Its robust construction also makes it suitable for industries with demanding loads and rigorous hygiene requirements.
Q: Where is this conveyor system manufactured and supplied from?
A: This screw conveyor with vertical conveyor is engineered, manufactured, and exported by a reputable company based in India, ensuring adherence to international quality standards for industrial machinery.
Q: What are the main benefits of using a reciprocating vertical conveyor in this system?
A: Key advantages include efficient handling of materials over vertical distances, reduced manual labor, improved safety, consistent speed of 5 km/hr, and minimized risk of spillage or product damage during transfer.
Q: How can this conveyor be integrated into existing industrial plants?
A: Thanks to its standard size and modular roller structure, the conveyor can be incorporated into most industrial setups with minimal disruption. Its adaptability allows for seamless connection to other material handling systems.
Q: What is the process for maintaining the screw and vertical conveyor system?
A: Regular inspections, timely lubrication of moving rollers, and periodic cleaning of the stainless steel structure ensure optimal performance and longevity. Professional maintenance services are recommended for complex repairs or adjustments.











 Send Inquiry
Send Inquiry

 Send Inquiry
Send Inquiry Send SMS
Send SMS Call Me Free
Call Me Free